|
|
||
|
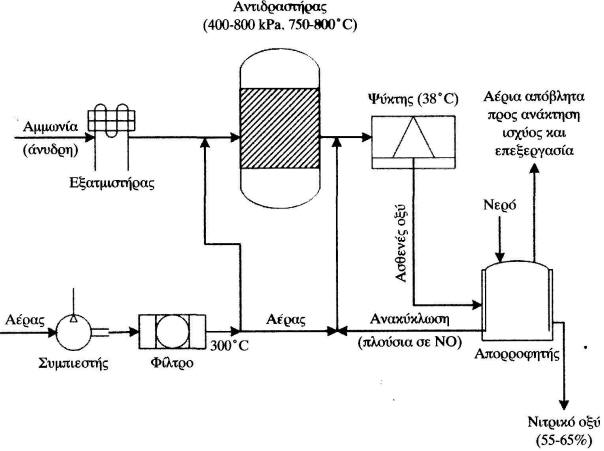
6.5 Σχεδιασμός ασφαλών εγκαταστάσεων και αλλαγές στην παραγωγική διαδικασία 6.5.1 Ρόλος των μηχανικών στο σχεδιασμό ασφαλών εγκαταστάσεων Χωρίς να προβλέπεται η εργοδοτική ευθύνη, που ασφαλώς προέχει στην περίπτωση που υπάρχει ανασφαλές και επικίνδυνο περιβάλλον εργασίας, και η ευθύνη των εργαζομένων όταν δεν εφαρμόζουν τις οδηγίες ασφάλειας και προβαίνουν σε επικίνδυνες και άστοχες ενέργειες, ιδιαίτερη προσοχή πρέπει να δίνεται στα θέματα ασφάλειας που σχετίζονται με το ρόλο και την ευθύνη του μηχανικού στο σχεδιασμό και τη λειτουργία μιας βιομηχανικής εγκατάστασης, και ειδικότερα στην εφαρμογή τεχνικών αναγνώρισης των επικίνδυνων καταστάσεων και στην ενσωμάτωση εγγενούς ασφάλειας στις βιομηχανικές διαδικασίες. Κατά τα πρώτα κυρίως στάδια ύπαρξης μιας εγκατάστασης και πριν από τη θέση της σε λειτουργία (γενικός σχεδιασμός, σχεδιασμός διεργασιών και ηλεκτρομηχανολογικός σχεδιασμός) επιβάλλεται η αρμονική συνεργασία επιστημόνων θετικής κατεύθυνσης και μηχανικών διαφόρων ειδικοτήτων προκειμένου να επιτευχθεί το άριστο αποτέλεσμα από άποψη κόστους και ασφάλειας. Για παράδειγμα, για την παραγωγή ενός νέου χημικού προϊόντος η επινόηση ξεκινάει συνήθως από ένα χημικό, που σε συνεργασία με ένα χημικό μηχανικό κάνουν το γε νικό σχεδιασμό της παραγωγικής διαδικασίας. Εδώ, ακόμη, η έννοια της ασφάλειας είναι μάλλον αφηρημένη και ποιοτικές μόνο εκτιμήσεις μπορούν να γίνουν. Στη φάση του σχεδιασμού διεργασιών που γίνεται από χημικό μηχανικό και περιλαμβάνει διαγράμματα ροής και διαστασιολόγηση μηχανημάτων, γίνεται συνήθως γενική μελέτη ΗΑΖΟΡ. Λεπτομερής μελέτη ΗΑΖΟΡ γίνεται στο επόμενο στάδιο και αφού προηγουμένως έχει γίνει λεπτομερής σχεδιασμός της εγκατάστασης από διάφορες ειδικότητες μηχανικών.Οι ποσοτικές μέθοδοι εκτίμησης κίνδυνου έχουν χρησιμοποιηθεί σπάνια μέχρι σήμερα και συνήθως μόνο για επικίνδυνα τμήματα μιας παραγωγικής διαδικασίας. Ανάλογα σχήματα κατανομής αρμοδιοτήτων και συνεργασίας θετικών επιστημόνων και μηχανικών διαφόρων ειδικοτήτων ισχύουν π.χ. στη ναυπήγηση πλοίων (βαρύνουσα η γνώμη του ναυπηγού) στις μεταλλουργίες (μεταλλουργός), στην επεξεργασία τροφίμων (χημικός μηχανικός), στην παραγωγή ηλεκτρονικού εξοπλισμού (ηλεκτρονικός), στην παραγωγή μηχανολογικού εξοπλισμού (μηχανολόγος), στην παραγωγή βιοτεχνολογικών προϊόντων (γενετικός μηχανικός) κ.α. Η καλή συνεργασία όλου του απαραίτητου επιστημονικού δυναμικού κατά περίπτωση είναι αυτή που θα εξασφαλίσει στα πρώτα στάδια του σχεδιασμού μιας εγκατάστασης την εγγενή ασφάλεια, η οποία δεν μπορεί να αποκτηθεί σία επόμενα στάδια με οποιουσδήποτε μηχανισμούς ελέγχου. 6.5.2 Βασικές αρχές σχεδιασμού Αλλαγές στην παραγωγική διαδικασία που γίνονται με σκοπό να επηρεάσουν τον έλεγχο του χώρου εργασίας εξαρτώνται από τις συγκεκριμένες χημικές αντιδράσεις κάθε διαδικασίας. Συνεπώς, η λύση τέτοιων προβλημάτων είναι πολύ εξειδικευμένη για κάθε μέθοδο παραγωγής και μερικές φορές για κάθε συγκεκριμένη εγκατάσταση. Η κατανόηση αυτών των αρχών θα επιτρέψει στους μηχανικούς με υπευθυνότητα στον έλεγχο των κινδύνων να παροτρύνουν τουλάχιστον τους σχεδιαστές εγκαταστάσεων να εξαλείψουν ή να ελαχιστοποιήσουν τους κινδύνους στα αρχικά στάδια σχεδιασμού νέων εγκαταστάσεων (εγκαταστάσεις με εγγενή ασφάλεια) και να βρουν πρωτότυπες λύσεις για τα προβλήματα των υφιστάμενων εγκαταστάσεων. Σε μια χημική εγκατάσταση χρησιμοποιούνται πρώτες ύλες που με χημικές και φυσικές διεργασίες μετατρέπονται στο τελικό προϊόν. Για παράδειγμα, το νιτρικό οξύ (ΗΝΟ3) παράγεται συνήθως με οξείδωση σε υψηλή πίεση της αμμωνίας προς οξείδιο του αζώτου (NO) με πέρασμα από θερμαινόμενο καταλύτη λευκοχρύσουροδίου (400-800 kPa, 750-800°C). To NO μετατρέπεται στη συνέχεια σε ΝΟ2 που απορροφάται σε νερό προς σχηματισμό ΗΝΟ3 55 - 65%. Το διάγραμμα ροής της διαδικασίας φαίνεται στο Σχ. 6.17.
Σχήμα 6.17: Διαδικασία παραγωγής νιτρικού οξέος. Οι βασικές αντιδράσεις είναι: 4ΝΗ3 + 5Ο2 -> 4ΝΟ + 6Η2Ο (αέρια φάση) (6.1) 4ΝΟ+ Ο2 -> 2ΝΟ2 + Ν2Ο4 (αέρια φάση) (6.2) 3ΝΟ2 + Η2Ο -> 2ΗΝΟ3 + 6Η2Ο (υγρή φάση) (6.3) Το οξείδιο του αζώτου που παράγεται στην αντίδραση (3.3) μετατρέπεται σε ΝΟ2 με επιπλέον αέρα. Η συνολική μετατροπή είναι: ΝΗ3 + 2Ο2 -» 2ΗΝΟ3 + Η2Ο (6.4) Η διαδικασία περιλαμβάνει τρεις χημικούς μετασχηματισμούς και μία αλλαγή φάσης. Οι σχεδιασμοί χημικών διαδικασιών βασίζονται σε ισοζυγία μάζας και ενέργειας και στους ρυθμούς με τους οποίους συντελούνται οι χημικοί και φυσικοί μετασχηματισμοί. Τα ισοζύγια ενέργειας υπακούουν στους περιορισμούς των νόμων της θερμοδυναμικής. Τα ισοζυγία μάζας και ενέργειας μπορούν να υπολογιστούν σε συνθήκες σταθερής κατάστασης (steady-state) (καμία συσσώρευση ή απώλεια μέσα στη διαδικασία) ή σε μεταβαλλόμενες συνθήκες. Η επιλογή εξαρτάται από τον τύπο της διαδικασίας και τις συνθήκες λειτουργίας. Γενικά, οι συνεχείς διαδικασίες αναλύονται σχετικά εύκολα με παραδοχές σταθερής κατάστασης, ενώ οι ασυνεχείς θεωρούνται ως μεταβαλλόμενης κατάστασης. Τα ισοζύγια μάζας και ενέργειας προσδιορίζουν τις ποσότητες που εισέρχονται και εξέρχονται σε μια διαδικασία, δεν δίνουν όμως οποιαδήποτε πληροφορία για το πόσο γρήγορα συμβαίνουν οι μετασχηματισμοί. Οι ποσότητες υλικών και ενέργειας που περιέχονται σε μια βιομηχανική διαδικασία ή, με άλλα λόγια, το μέγεθος του εξοπλισμού, των σωληνώσεων και των δεξαμενών, προϋποθέτει γνώση των ρυθμών μετατροπής ή μεταφοράς. Για παράδειγμα, στην αντίδραση (6.1) ο χρόνος επαφής με τον καταλύτη είναι περίπου BxlO"4 sec. Μία τέτοια ανάλυση απαιτεί πληροφορίες για το ρυθμό μεταφοράς θερμότητας στους εναλλάκτες θερμότητας, τις κινητικές σταθερές ρυθμών αντίδρασης για τις χημικές αντιδράσεις και τους ρυθμούς μεταφοράς μάζας για την κίνηση του υλικού ανάμεσα στις φάσεις. Κάθε ρυθμός απαιτεί επίσης μία ωθούσα δύναμη: θερμοκρασιακές διαφορές στη μεταφορά θερμότητας, διαφορές συγκεντρώσεων στη μεταφορά μάζας ή συγκεντρώσεις αντιδρώντων υλικών στους ρυθμούς αντιδράσεων. Αυτές οι σχέσεις μπορούν να εκφραστούν συμβολικά ως: Q=UAhΔT (μεταφορά θερμότητας) (6.6) M=KAmAC (μεταφορά μάζας) (6.7) Nj= kNj (αντίδραση πρώτης τάξης, i — > j) (6.8) όπου: Q είναι η μεταβολή της ενέργειας ανά μονάδα χρόνου, U ο συντελεστής μεταφοράς θερμότητας, Ah η επιφάνεια μεταφοράς θερμότητας, ΔΤ η θερμοκρασιακή διαφορά στην κατεύθυνση της ροής θερμότητας, Μ η μεταβολή μάζα/χρόνος, Κ ο συντελεστής μεταφοράς μάζας (μήκος/χρόνος), Am η επιφάνεια μεταφοράς μάζας, AC η διαφορά συγκεντρώσεων στην κατεύθυνση μεταφοράς μάζας (μάζα/όγκος), nj η μείωση της μοριακής συγκέντρωσης του αντιδραστηρίου ΐ/χρόνος, k η σταθερά της αντίδρασης πρώτης τάξης (χρόνος-1), Ν; η μοριακή συγκέντρωση του συστατικού i και j το προϊόν της αντίδρασης. Επιπλέον, οι ρυθμοί των χημικών αντιδράσεων, τουλάχιστον για απλές αντιδράσεις, μεταβάλλονται συχνά κατά τέτοιο τρόπο με τη θερμοκρασία, ώστε:
όπου: kΤ1 και kΤ2 είναι οι ρυθμοί αντίδρασης στις θερμοκρασίες T1 και Τ 2 (Κ) αντίστοιχα, Ε η ενέργεια ενεργοποίησης και R η σταθερά των τελείων αερίων.Ορισμένα φυσικά συστήματα, όπου οι ρυθμοί μετατροπής ή μεταφοράς είναι αρκετά μεγάλοι σχετικά με το χρόνο παραμονής του υλικού μέσα στη διαδικασία) μπορούν να θεωρηθούν ότι βρίσκονται σε ισορροπία. Ένα τέτοιο παράδειγμα είναι η διάλυση ενός άλατος στο νερό. Τα περισσότερα, όμως, χημικά συστήματα βιομηχανικού ενδιαφέροντος δεν βρίσκονται σε ισορροπία. Πράγματι, η συνθήκη ισορροπίας συχνά δεν είναι επιθυμητή, εφόσον συνήθως ο αντικειμενικός σκοπός είναι η μεγιστοποίηση της παραγωγής στο συντομότερο χρονικό διάστημα. Στην πράξη οι αντιδράσεις εξαναγκάζονται να ολοκληρωθούν με προσθήκη σε περίσσεια των φθηνότερων αντιδραστηρίων σε σχέση με το ακριβότερο. Ακόμη όμως και με ευνοϊκές συνθήκες μπορεί να μην ολοκληρωθούν οι αντιδράσεις. Αν θεωρήσουμε τη διαδικασία του ΗΝΟ3 που περιγράφεται από τις αντιδράσεις (6.1) - (6.4), θα περιμέναμε κάθε γραμμομόριο ΝΗ3 να παράγει ένα γραμμομόριο ΗΝΟ3. Στην πραγματικότητα, μόνο το 93% περίπου της ΝΗ3 μετατρέπεται, ακόμη και με 50% περίσσεια αέρα πάνω από τη οτοιχειομετρική αναλογία. Ο περιορισμός υφίσταται λόγω διαφόρων αδυναμιών της διαδικασίας, κυρίως λόγω μη ιδανικής ανάμιξης κατά τη διάρκεια του διαθέσιμου χρόνου επαφής και παράπλευρων αντιδράσεων προς ανεπιθύμητα παραπροϊόντα. 6.5.3 Συνθήκες σχεδιασμού και τροποποιήσεις Ο σχεδιασμός μιας εγκατάστασης δεν μπορεί να θεωρηθεί επιτυχημένος, παρά μόνο όταν οι εργαζόμενοι εκτεθούν στις πραγματικές συνθήκες της εγκατάστασης χωρίς προβλήματα. Μία λεπτομερής εξέταση της διαδικασίας πριν κατασκευασθεί η εγκατάσταση ή πριν τεθεί σε λειτουργία αποκαλύπτει συχνά παράγοντες, σημεία διαφυγών και ποσότητες εκπομπών που θέτουν σοβαρά υγειονομικά και περιβαλλοντικά προβλήματα. Αυτές οι δυνητικές διαφυγές μπορούν συνήθως να εμποδιστούν με κατάλληλα συστήματα ελέγχου. Η κυριότερη επίδραση προέρχεται από το είδος της διαδικασίας, αν δηλαδή αυτή είναι συνεχής ή ασυνεχής. Οι ασυνεχείς διαδικασίες είναι από τη φύση τους πιο δύσκολο να ελεγχθούν, όσον αφορά τις εκπομπές στο χώρο εργασίας. Η διαδικασία του Σχ. 6.16 είναι συνεχής και έτσι δεν υπάρχουν προβλήματα προσθήκης πρώτων υλών ή παραλαβής του προϊόντος. Αντιθέτως, όλα τα στάδια της παραγωγικής διαδικασίας σε ένα χυτήριο σιδήρου είναι ασυνεχούς λειτουργίας. Η ανάλυση μιας χημικής διαδικασίας αρχίζει συνήθως με εξέταση της ροής των υλικών. Αυτό γίνεται με ένα διάγραμμα όπως αυτό του Σχ. 6.16, στο οποίο συμβολίζονται με κουτιά τα κυριότερα βήματα της διαδικασίας. Συνήθως σε αυτό το στάδιο είναι διαθέσιμες οι παροχές και οι συνθήκες λειτουργίας. Η επόμενη φάση αποδίδεται με μια πιο λεπτομερή περιγραφή, που περιλαμβάνει σχηματικές απεικονίσεις των μεγαλύτερων μηχανημάτων και των συστημάτων ελέγχου. Τα τελευταία κατασκευαστικά σχέδια είναι πολύ λεπτομερή, όσον αφορά σωληνώ- σεις, θεμελιώσεις, δεξαμενές και γενικά κάθε είδους εξοπλισμό. Οι πληροφορίες στα ρεύματα του σχεδιασμού δείχνουν τον τρόπο λειτουργίας της εγκατάστασης. Αναγνωρίζονται και καταγράφονται τα σημεία διαφυγών επικίνδυνων ουσιών. Για παράδειγμα, το ρεύμα αερίων αποβλήτων του Σχ. 6.16 χρειάζεται περαιτέρω επεξεργασία για την απομάκρυνση σταγονιδίων νιτρικού οξέος και οξειδίων του αζώτου που δεν αντέδρασαν (περίπου 0,25% κ.ο.). Προσδιορίζονται λεπτομερώς επίσης τα είδη και οι ποσότητες των πρώτων υλών (άνυδρη αμμωνία ~ 0,3 τόνοι ΝΗ3 / τόνο ΗΝΟ3) και των προϊόντων (- 800 τόνοι / ημέρα 60% ΗΝΟ3). Οι κίνδυνοι για την υγεία από το νιτρικό οξύ και την αμμωνία έχουν μελετηθεί σε βάθος και έχουν αναπτυχθεί κατάλληλες μέθοδοι κατακράτησης τέτοιων εκπομπών. Η αμμωνία παρουσιάζει επίσης κινδύνους πυρκαγιάς και έκρηξης και το ρεύμα τροφοδοσίας στον αντιδραστήρα πρέπει να διατηρείται κάτω από 15,5% ΝΗ3, το κατώτερο όριο αναφλεξιμότητας στον αέρα. Η αποθήκευση και η μεταφορά της αμμωνίας πρέπει να είναι σύμφωνες με σαφώς καθορισμένες διαδικασίες ασφάλειας. Οι κίνδυνοι από το νιτρικό οξύ είναι και αυτοί γνωστοί και πρέπει να λαμβάνονται σοβαρά υπόψη στο σχεδιασμό. Είναι πολύ τοξικό με την αναπνοή, προσβάλλει το δέρμα και τους βλεννογόνους και κυρίως είναι ισχυρό οξειδωτικό. Είναι δυνατό να προκαλέσει την ανάφλεξη καυσίμων υλικών και σχηματίζει εκρηκτικές ύλες σε επαφή με ορισμένες ουσίες. Συχνά οι συνθήκες λειτουργίας που έχουν καθορισθεί στο σχεδιασμό τροποποιούνται στην προσπάθεια να αυξηθεί η απόδοση σε προϊόν. Αν σε αυτές τις αλλαγές της παραγωγικής διαδικασίας δεν συνεκτιμηθούν και οι αναγκαίες αλλαγές στον έλεγχο της διαδικασίας και των εκπομπών, δεν θα υπάρχει πλέον η ικανότητα αντιμετώπισης έκτακτων καταστάσεων (Σχ. 6.18). Οι πρόχειρες (χωρίς προηγούμενη μελέτη και τελικό έλεγχο) τροποποιήσεις μιας εγκατάστασης έχουν οδηγήσει στο παρελθόν σε σοβαρά βιομηχανικά ατυχήματα.
Σχήμα 6.18: Πριν από κάθε τροποποίηση μιας βιομηχανικής μονάδας απαιτείται πλήρης μελέτη με έμφαση στην ασφάλεια.
|
||

 (6.9)
(6.9)